
Come possiamo aiutarti?
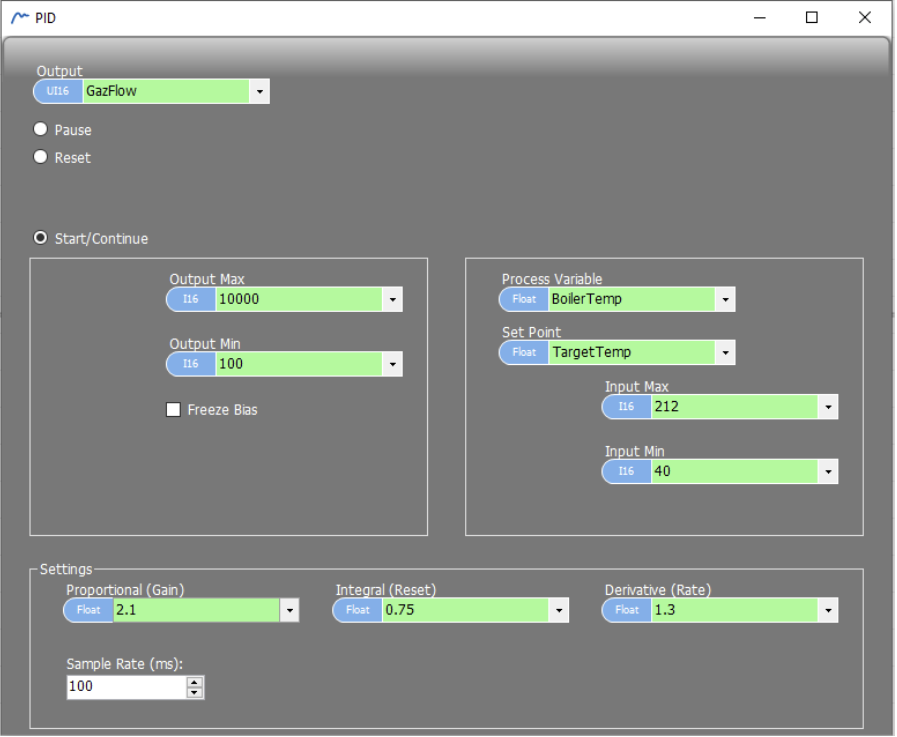
PID, come si regola? Taratura PID su un PLC ACE
Metodo di taratura rapida
|
 |
P = Proporzionale (forza di reazione)
Moltiplica lo scarto tra il setpoint e il valore reale. Controlla l’intensità della correzione applicata.
P controlla l’ampiezza della correzione applicata in ogni istante. Se lo scarto è grande, P applica una correzione forte. Se lo scarto è piccolo, P applica una correzione debole. Visivamente assomiglia a una rampa, ma tecnicamente è un controllo a guadagno sull’errore.
- Troppo basso → risposta lenta e fioca.
- Troppo alto → il sistema oscilla e va in caccia
- Iniziare alto, diminuire fino all’arresto delle oscillazioni

I = Integrale (correzione dell’errore residuo, piccole fluttuazioni attorno al setpoint)
Accumula l’errore nel tempo per eliminare il piccolo scarto persistente che P da solo non riesce a correggere.
- Troppo basso → il sistema oscilla lentamente attorno al setpoint
- Troppo alto → lento a stabilizzarsi
- Aumentare gradualmente per ridurre le oscillazioni attorno al setpoint

D — Derivativo (anticipazione)
Reagisce alla velocità di variazione dell’errore. Frena la correzione quando il valore si avvicina rapidamente al setpoint, prevenendo il superamento.
- Troppo alto → instabile, amplifica il rumore del segnale
- Nella maggior parte delle applicazioni industriali, lasciare a 0
